| 戻る |
鍛造機部品材質変更による寿命延長
|
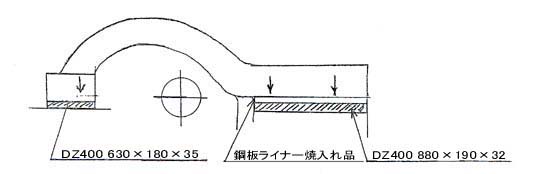
(1) 7-1/2 アプセッター(1500t)
ヘディングスライドライナーの変更
ヘディングサイドライナーの変更
|
| 従来 |
変更後 |
| LBC−3 | DZ400(道前工業工業株式会社製) |
| 1. | 横型据え込み |
| 2. | クランク駆動 |
| 3. | ベットライナーにかかる荷重方向 垂直 |
|
| 4. | 潤滑方法 強制給油方式 |
| 変更前の問題点 |
| 1. | 従来材質については使用後約6ヶ月で0.7以上の磨耗が見られた。 |
| 2. | ライナーが磨耗する事により、型調整(製品精度維持)時間が多くなる。
(莫大な時間とロスが発生する) |
| 3. | ライナー取替え周期が約8ヶ月と短い。
|
| DZ400採用後 |
| 1. | DZ400使用後は、6ヶ月で0.2以下の磨耗である。 |
| 2. | 型調整が殆どしなくなった。 |
| 3. | ライナー磨耗は、16ヶ月使用しても0.5以内であり、飛躍的に寿命が
延びている。 |
| 4. | ライナーの寿命が延びた為、補修費の大幅な圧縮につながっている。 |
|
|
(2)2500t アプセッター
横型据え込み
クランク駆動
|
| プルロット下部メタルの材質変更 |
| 従来 | 変更後 |
| ALBC-3 | DZ400 |
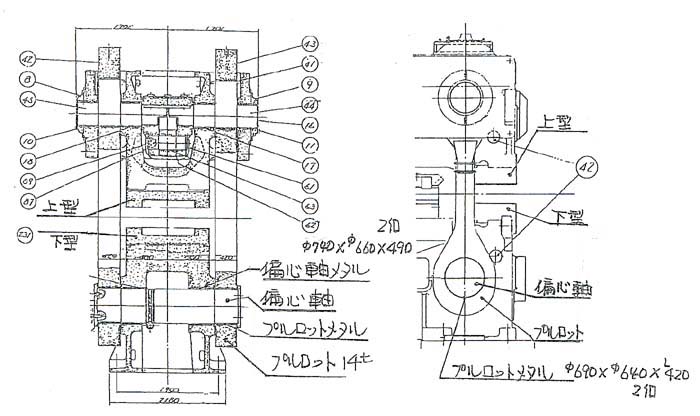 |
| プルロットとは。製品据え込み時上型と下型に圧力をかけて固定する部品である。 |
|
| 潤滑方法 グリース給脂方法 |
| 変更前の問題点 |
| 1. | メタルの磨耗が早い。高荷重に耐えられない。1年で約2mm以上磨耗する。 |
| 2. | メタル磨耗が大きいと偏心軸を動かすのに大変な重作業となる。 |
| 3. | 製品精度のばらつきが大きい。型受けライナーの磨耗が激しい。 |
| 4. | メタル取替え周期約4年 |
| DZ400採用後 |
| 1. | メタルの磨耗が少ない。 |
| 2. | 偏心軸調整が軽く、軽作業となる。 |
| 3. | メタル取替え周期延長となる。 |
|
|
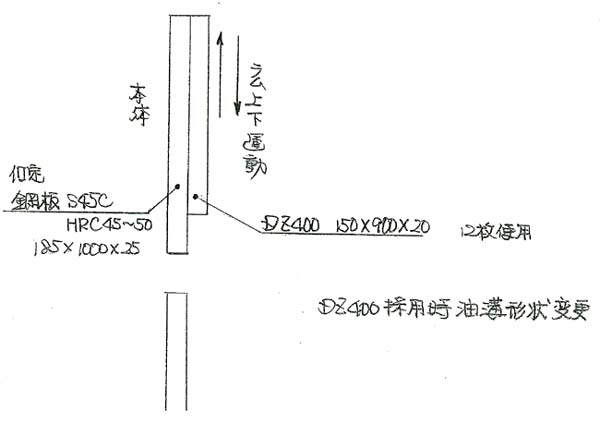
(3)8000t FP
スクリュー型縦型プレス
ラムガイドの材質変更
|
| 従来 | 変更後 |
| LBC−3 | DZ400 |
| 給油方法 強制給油 |
| 変更前の問題点 |
| 1. | 磨耗が早い。 |
| 2. | 磨耗するとラムがひねり、製品横ずれが多発する。 |
| 3. | 調整回数が多くなる。 |
| 4. | 調整に時間がかかる。(約1週間) |
| DZ400採用後 |
| 1. | 磨耗が少なく、製品精度が安定する。 |
| 2. | 調整回数が減る。 |
| 3. | 製品横ずれが激減する。 |
|
 |